Common Problems found at UST Sites
Common Problems found at UST Facilities during Inspections
As an owner or operator of underground storage tanks (USTs) storing petroleum or hazardous substances, e.g. ethyl glycol (anti-freeze or coolant), xylene, acetone, alum, etc., you must be knowledgeable of the key components of release detection for tanks and piping, CorrosionProtection and record keeping in managing your USTs. The task of managing your tanks may seem confusing; however, the following descriptions and photographs will give you insight into the common issues inspectors find at UST facilities. These problems invariably result in penalties and fines issued by the state or federal implementing agency to the owner or operator of the facility.
Notification
- No UST Notification forms are readily available at the facility or alternate location.
- The notification form has not been updated with new equipment or if a UST change-in-service has occurred. Frequently, USTs will be used to store various petroleum products (e.g. gasoline to diesel or vice versa) during its service period, requiring a notification form to the implementing agency.
- A current State-issued UST certificate must be prominently displayed and available for review during the inspection.
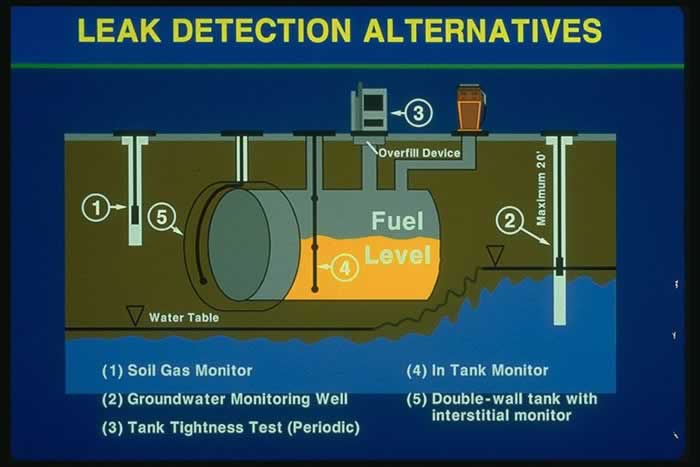
Release Detection
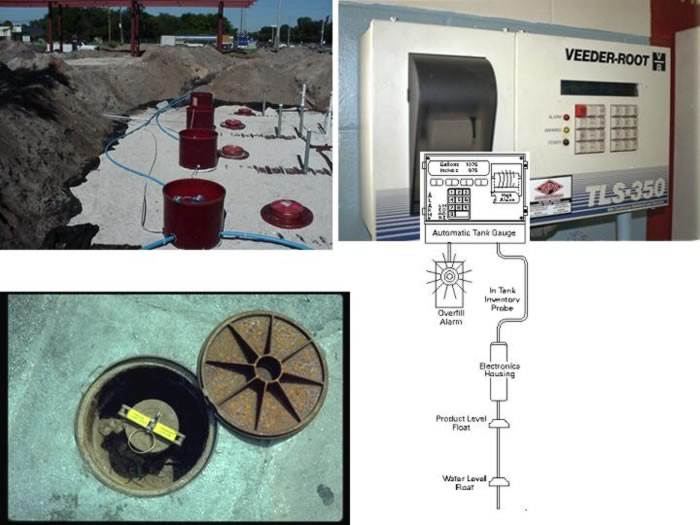
Release detection is an essential part of UST management. Release detection is important in order to prevent fires and explosions due to vapors in sewers and basements, and releases into the environment that can harm groundwater resources. Release detection is for both tanks and piping. A commonly used Automatic Tank Gauge system consists of a probe permanently installed in the tank(s) and wired to a monitor to provide information on product/water levels and temperature. ATG systems automatically calculate the changes in product volume that can indicate a leaking tank. Some of the common problems found for release detection for tanks during UST inspections are the following:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
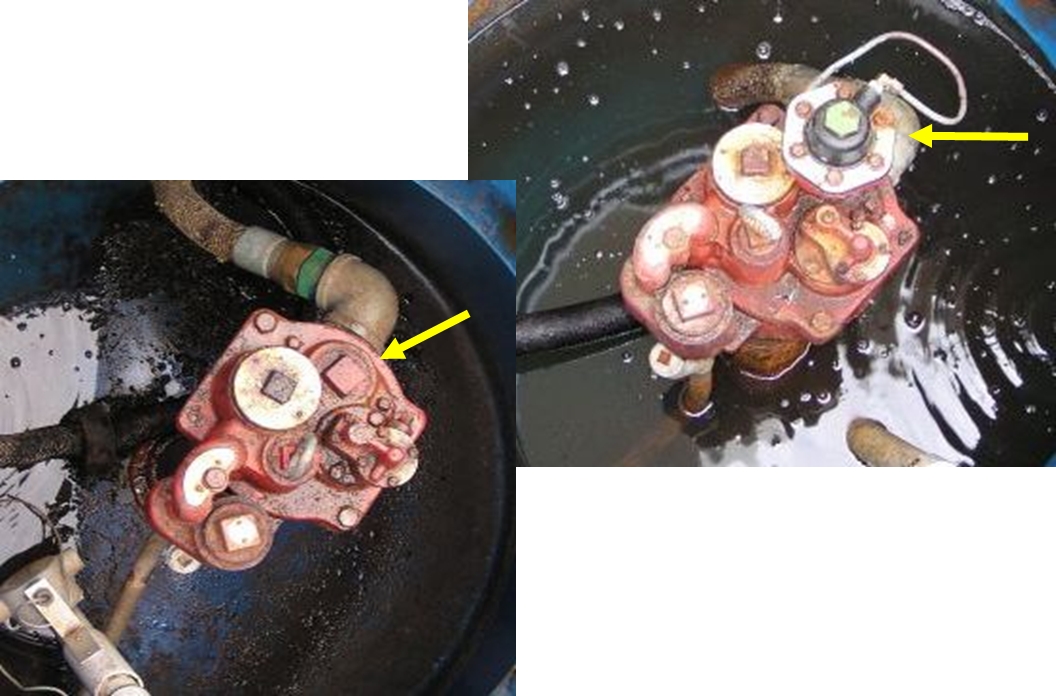
For Automatic Tank Gauges (ATGs)
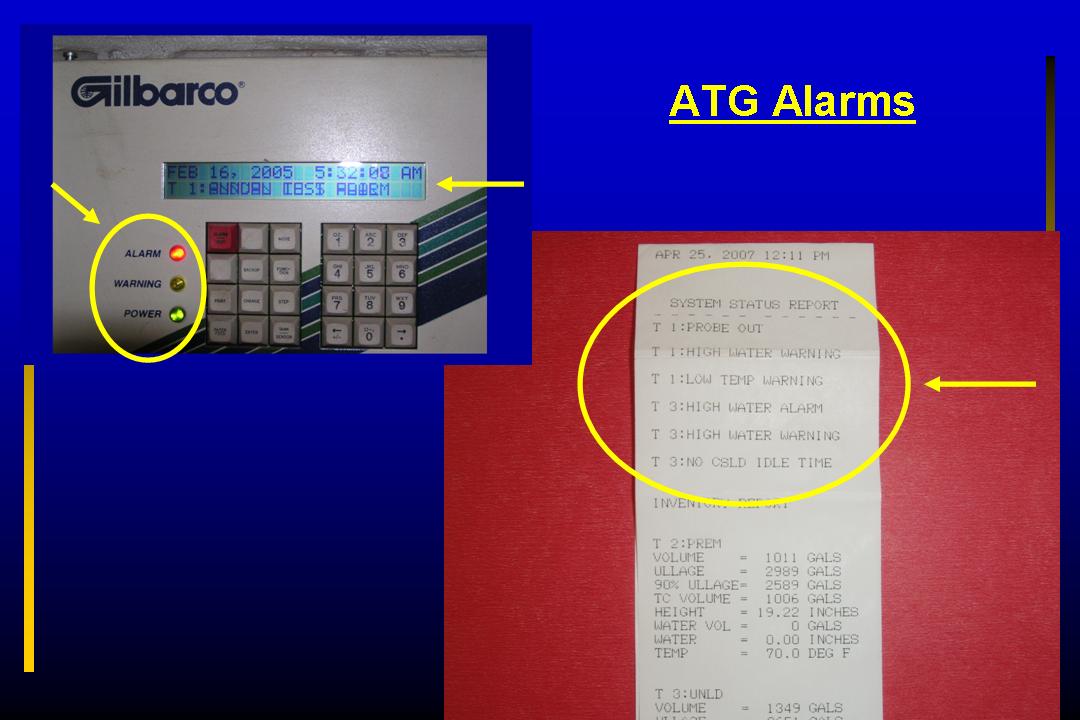
- ATG is not operating properly (see photo).
- ATG not programmed properly (must be set at a minimum of 0.2 gal/hr).
- ATG denotes (“invalid”) for the monthly “Leak Check”, “CSLD” or “SCALD” reports.
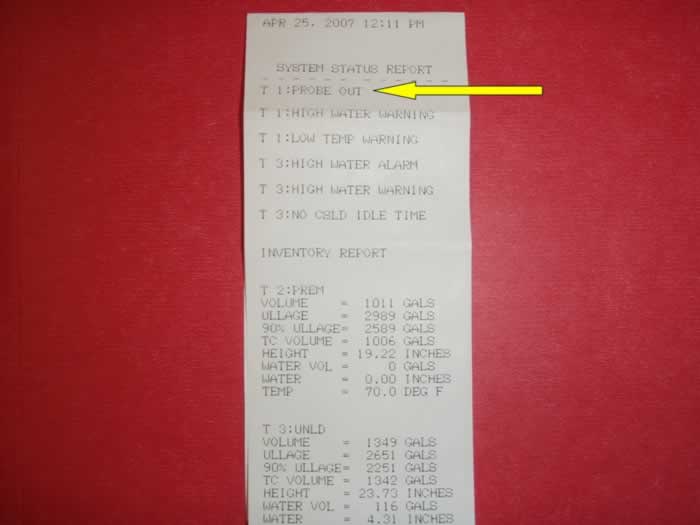
- ATG denotes “probe out” meaning that the in-tank probe used to measure the volume of product in the tank is inoperative.
- For daily stick readings used for inventory control, the presence of water in the tank is not measured or recorded at least once a month.
- Monthly ATG records are not kept for a minimum of 12 months or are not organized (e.g. data is jumbled or stored in a “shoe box”). It is recommended that all UST records be stored in a three ring binder or similar organizer. This greatly speeds up the inspection process.
- No paper or ink in the ATG to print reports.
- No operator manuals.
- ATG alarms go unnoticed or are disregarded as nuisances. In addition, “failed” ATG leak tests cannot be ignored. Note:The owner/operator must investigate an ATG alarm or failed leak test result and notify the implementing agency of a suspected release within 24 hours!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
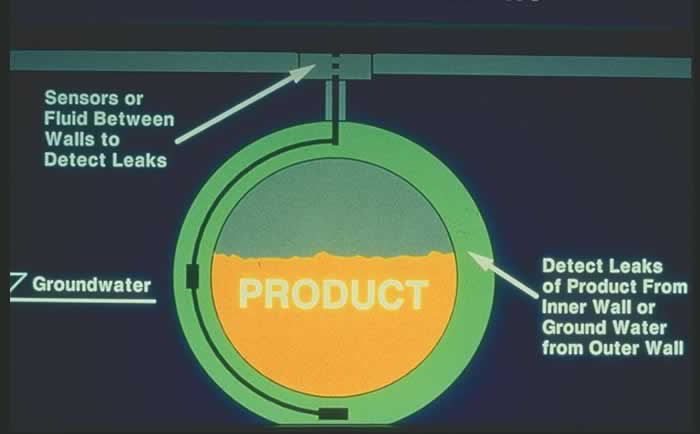
Interstitial Monitoring:>
- If using an electronic monitoring device, no record or monthly log of monthly monitoring results are available at the time of the inspection.
- Interstitial probes are broken or inoperable.
{kind=link}
{kind=link}
Vapor Monitoring:
Though not commonly used, this method is currently allowed under the federal UST regulations. Some common problems are found with the use of this method. Vapor monitoring measures product vapors in the soil at the UST site to check for a leak. A site assessment must determine the number and placement of monitoring wells to make sure that a release is detected.
- No record of baseline monitoring results or initial site assessment of vapor well construction information.
- Failure to check vapor monitoring system every thirty days.
- Failure to keep records of vapor monitoring.
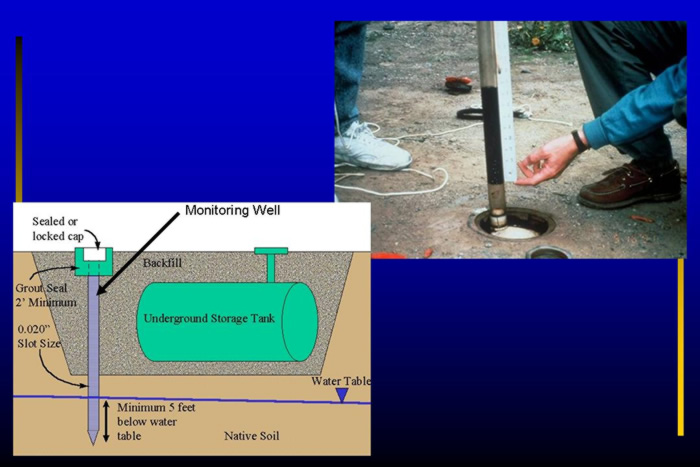
Groundwater Monitoring:
- Groundwater has fallen to greater than 20 feet below surface and therefore cannot be detected by the monitoring wells located in the tank bed area.
- Monthly release detection records are unavailable.
- Monitoring wells are not clearly marked or secured.
{kind=link}
Inventory Control:
In conjunction with tank tightness testing, this method will eventually be phased out as it can only be used for ten years after the UST has been upgraded for spill, overfill and CorrosionProtection (Most tanks were required to be upgraded by December, 1998). However, common problems seen with this method are:
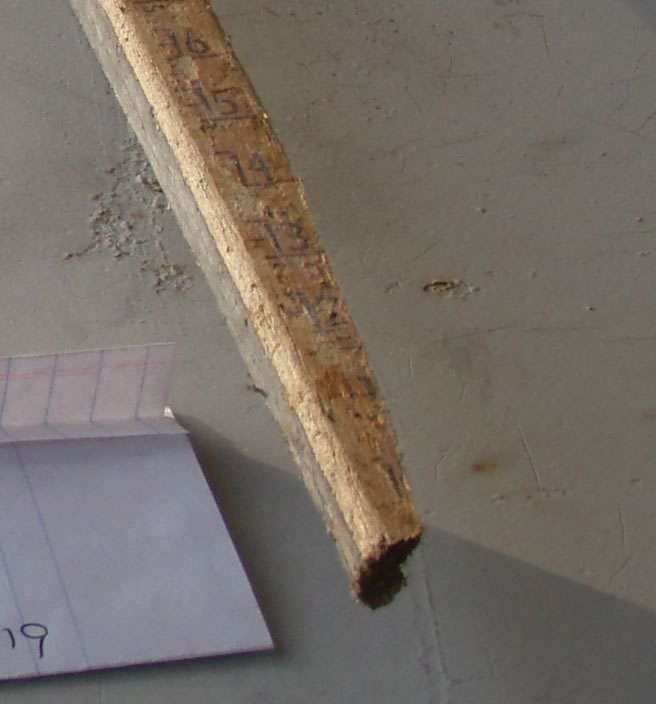
- The measuring (or dipstick) stick is broken or rounded at the end, or the stick markings are not discernable.
- Product inventory data is not reconciled using the monthly “Leak Check” method.
- Inventory reports are missing within a 12 month period. 12 months of inventory data must be available for inspection.
{kind=link}
{kind=link}
{kind=link}
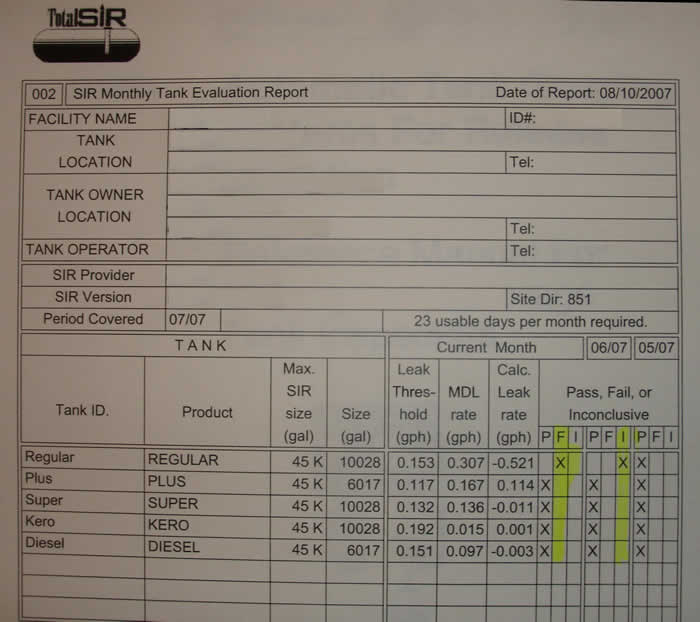
Statistical Inventory Reconciliation (SIR)
In this method, a trained professional uses sophisticated computer software to conduct a statistical analysis of inventory, delivery, and dispensing data, which you supply regularly. This method of release detection can be used for both tanks and product piping. However, SIR reports must say “pass” and not "failed" or "inconclusive" report image in order to meet the monthly monitoring requirement for release detection (see sample SIR report).Release Detection for Piping:
{kind=link}
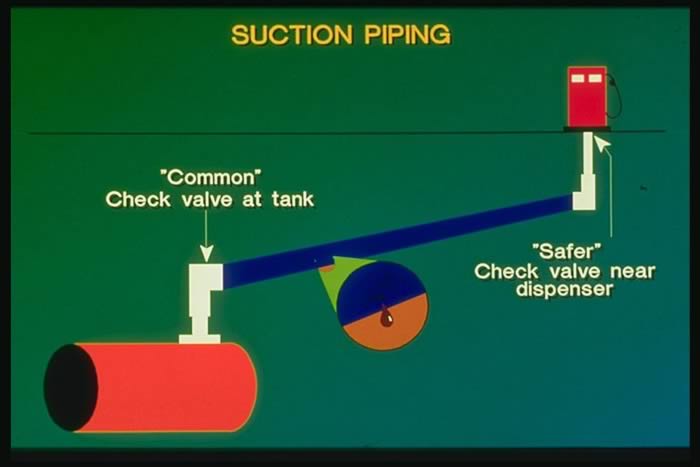
Conducting release detection for product piping is also vitally important to the proper management of your USTs. Studies have shown that most releases are caused piping by failures of both pressurized piping and suction piping systems. In most instances, releases from buried piping (and also from USTs) cannot be visually detected, which is why release detection is so important. Some of the common problems found during compliance inspections of product piping are:
- Failure to conduct annual line tightness tests of product piping and a functionality test of the automatic line leak detector (ELLD & ALLD) for pressurized piping.
- Failure to conduct line tightness tests every three years for “American” type product line suction systems. European or “safe” suction systems are not required to be tested every three years.
- Failure to keep records of tightness tests until the next test is conducted.
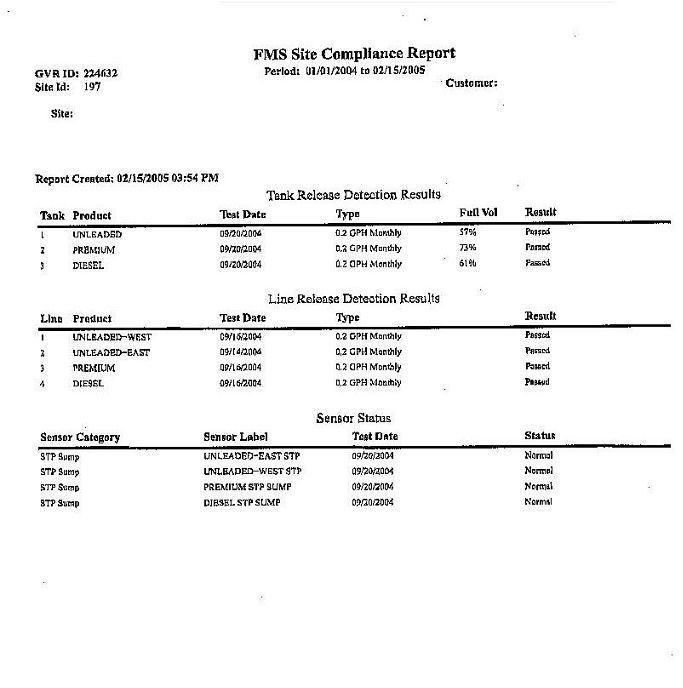
- Failure to keep records of monthly “sensor status” reports in systems that rely only on interstitial monitoring.
- Failure to install a line leak detector (LLD)on systems using only interstitial monitoring.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Compliance problems are also found in the inspection of the tank sump man-ways in which the product piping is connected to the submersible pumps in pressurized systems. These problems are usually:
{kind=link}
- The UST sumps are filled with water and/or fuel. Note: Fuel in the sump is an indication of an “unusual operating condition” and should be treated as a suspected release.
- Sump product sensors are installed too high to detect a release of product. The sensors should be installed in the lowest possible part of the sump.
- Thermoplastic flexible product piping may be bent (due to improper installation), or deformed due to external exposure to product.
- Sealed rubber “test” boots that surround the ends of double walled piping will prevent product from being detected by the sump sensor (if installed and used for continuous monitoring).
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Spill and OverfillPrevention:
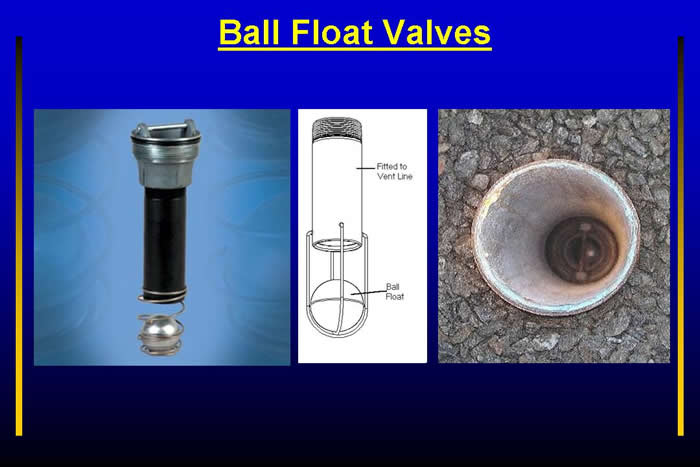
All USTs owners and operators must take precautions to prevent the release of product to the environment. This is accomplished by the installation of Spill Prevention equipment (spill buckets) and overfill devices such as a “flapper valve”, ball float valve in the vent system or an audible or visible alarm. Some common problems found during compliance inspections for these regulatory requirements are:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Cracked or broken spill buckets.
- Spill buckets that are filled with water or fuel.
- A broken, defective or willfully disabled flapper valve. The flapper valve is made inoperable by a dip stick that is deliberately left in the fill tube.
- In-operable audible or visible alarm or that the alarm is located too far away (such as inside a building) to be heard by the product delivery jobber.
- Failure to provide documentation of the installation of a ball float valve. These are usually not easily accessible, therefore, this equipment installation must be verified by a petroleum equipment contractor. A record of the installation of ball float valves must be readily accessible at the time of the inspection.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
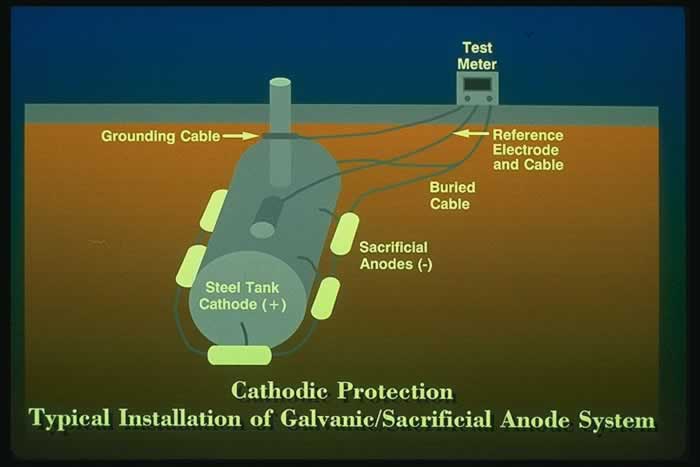
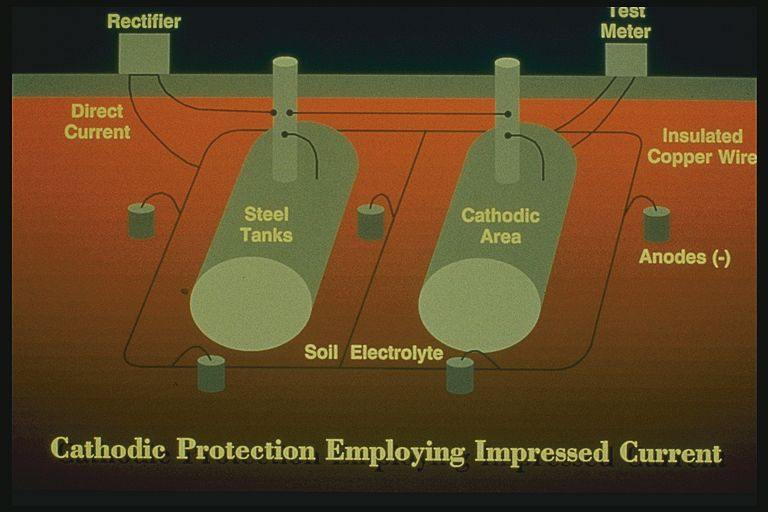
CorrosionProtection:
CorrosionProtection must be provided for UST systems that are not constructed of non-corrosive materials, e.g., composites, fiberglass, etc. Therefore, all bare steel tanks, and other metal components of UST systems must be protected from corrosion. Cathodic protection systems, which include galvanic and impressed current systems, are generally designed by trained professional corrosion engineers or experts to protect the UST systems from the effects of corrosion. Some of the basic problems found during compliance inspections for this regulatory requirement are:
{kind=link}
{kind=link}
- Failure to have a certified technician inspect the cathodic protection system every three years.
- Failure to keep records of the last two cathodic protection tests until the next test is conducted.
- For impressed current systems, failure to check the impressed current system every 60 days and/or to provide electrical power to the impressed current system (the rectifier must be in the “On” position).
{kind=link}
Record Keeping
Record keeping is vital in order to demonstrate that your facility is in compliance with state and federal UST regulations. As mentioned earlier, some of the problems found with this requirement are:
- Failure to keep all records of release detection for tanks and piping, repairs and warranty claims.
- Lack of record organization can greatly increase the time of the UST inspection.
- Records are not available at the location or readily accessible at an alternate location.
Lack of knowledge by facility personnel of the record keeping system or the record locations.